- Home
-
Products
Screw Air Compressor

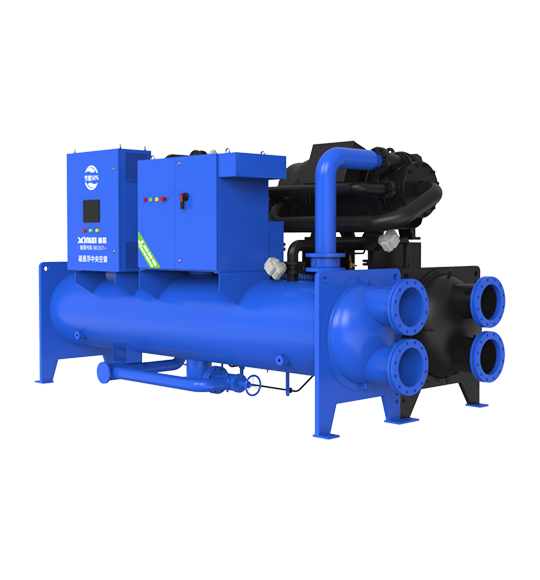
Air Conditioning Heat Pump
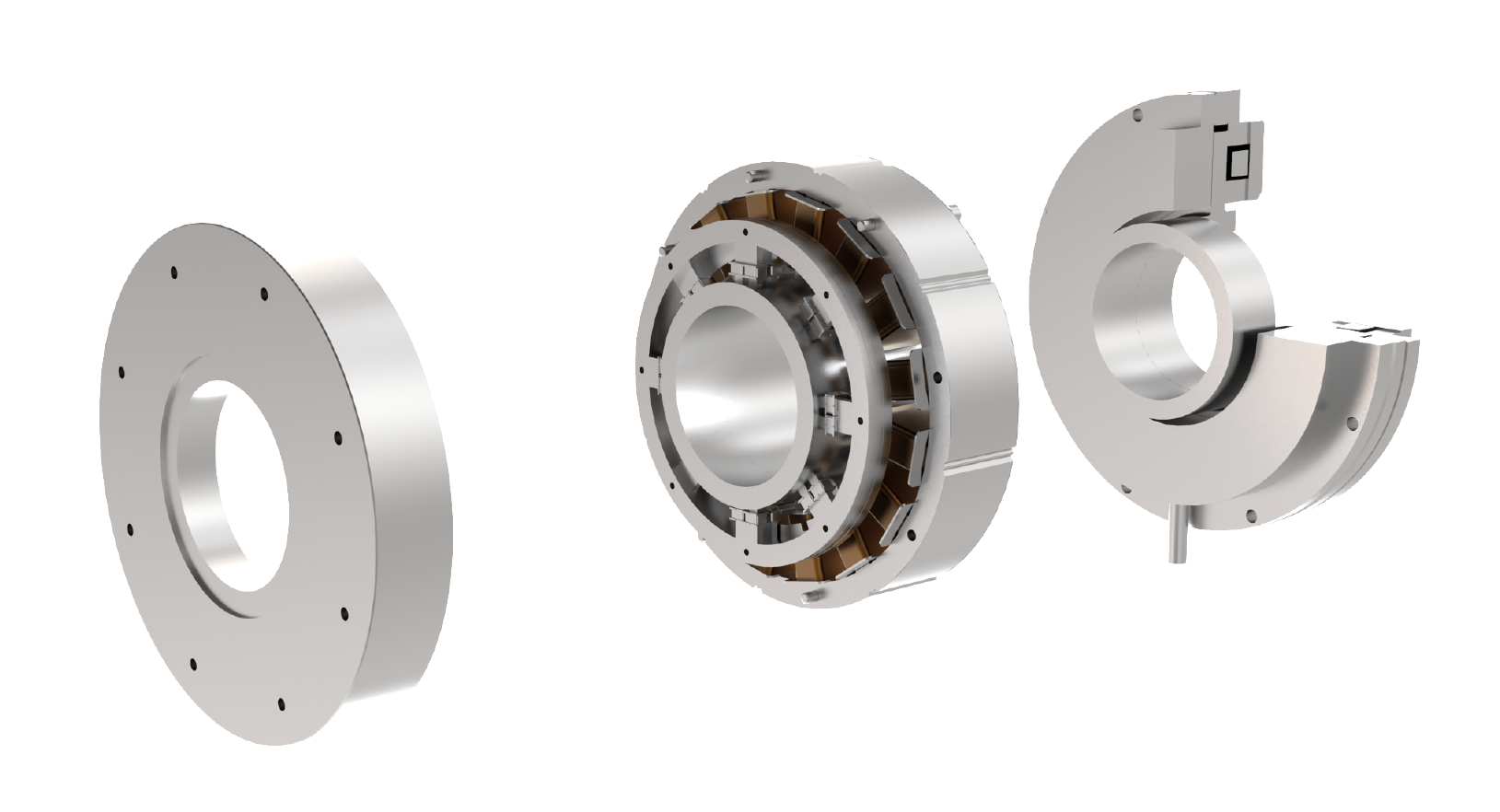
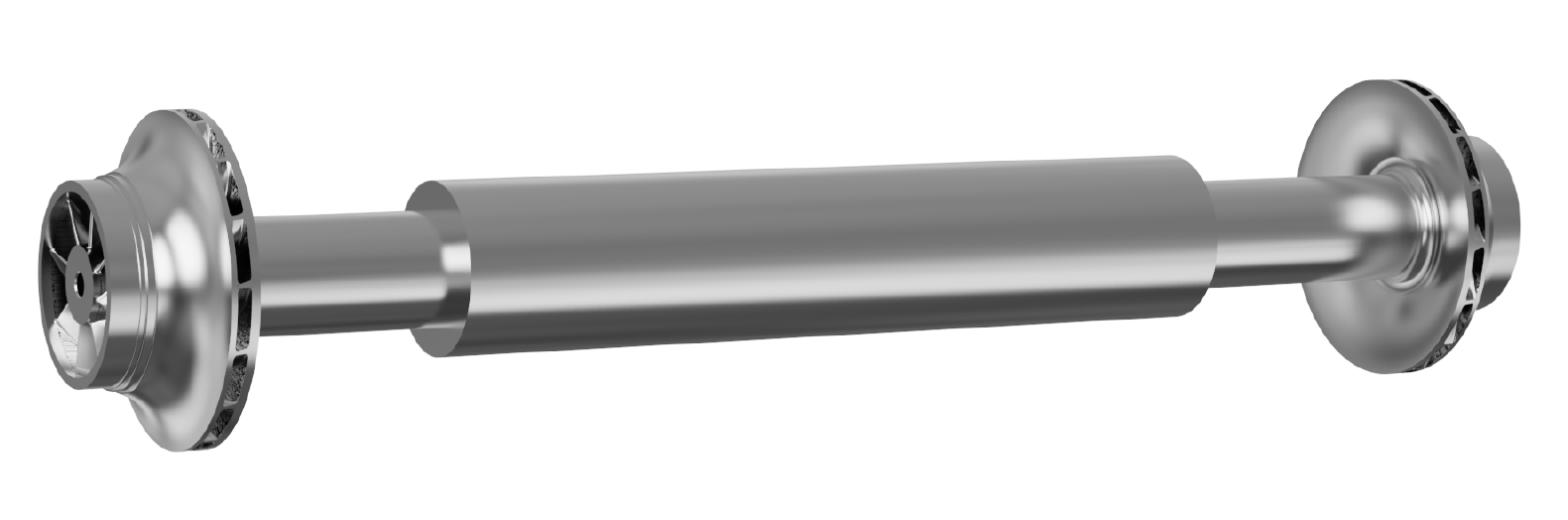
High-Speed Permanent Magnet Centrifugal
Car-Mounted Air Compressor
Piston Air Compressor
Oil Cooling Series

There is currently no relevant data available!
There is currently no relevant data available!
There is currently no relevant data available!
-
Solution
- Research&Development
- Intelligent Manufacturing
- News
- Career
- Service&Support
- About